浏览数量: 4 作者: 本站编辑 发布时间: 2021-07-22 来源: 本站
铸造技术被广泛应用于我国的制造产业,我们以低压抽真空铸造技术和铝铁复合制动盘铸造装置为例,来分析机电一体化对精密铸造控制的作用。
低压抽真空铸造技术
由于传统的低压铸造工艺生产产品易出现气孔、氧化夹渣、缩松等问题,低压抽真空铸造技术将低压制造工艺与真空铸造技术相结合可有效地降低铸件气孔、缩松报废。真空铸造是使用通风铸模的工艺,使融化的金属依靠空气压力流入铸模,然后抽取空气形成真空,这种铸造方法主要用于具有精巧细节的小零件或珠宝。
(1)使用机电一体化技术下的新型工艺。铝液充型阶段模具型腔内气体更快速的排除,同时使铝液保温炉与模低压抽真空铸造是在低压铸造的基础上,结合真空铸造,可以使模具所处空间形成较大的压力差,从而减少铸件气孔、氧化夹渣、缩松报废。
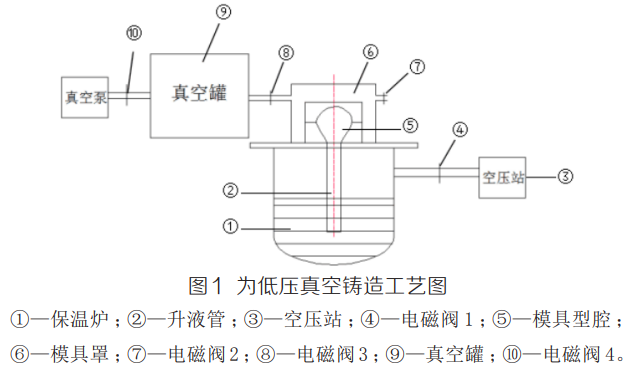
(2)具体实施方案。整个过程分为充型、保压、泄压三个过程冲压 :电磁阀④打开,③空压站③向①内冲入干燥压缩空气,同时打开⑧电(⑦处于关闭状态),⑥与⑨真空罐连通,其内气压快速下降,完成抽真空。同时铝液由①通过②升液管进入⑤模具型腔,开始充型。保压 :由于模具充型冷却需要一定时间,所以要进行保压处理,保证模型的精准度。待充型完毕后关闭⑧,打开⑩,此时真空泵工作将⑨真空罐再次抽真空。此阶段④处于开启状态,保证①内炉膛压力处于稳定状态,直至铸件凝固完成。泄压 :装置里的压力泄尽,才能继续下一步的铸造技术。铸造凝固完成后,④电磁阀1关闭,①保温炉自行泄压,⑦电磁阀 2 打开,⑥模具罩与大气相通,其内气压恢复至大气压力,②升液管中铝液因重力作用回流至①保温炉。待自然冷却结束后即可开模取件。一个铸造周期完成。







